I segreti per una lavorazione della lamiera a regola d’arte
Le cinque caratteristiche della lamiera da conoscere per una lavorazione ottimale.
Spesso c’è la necessità di capire come utilizzare la lamiera per realizzare lavori complessi e delicati. Lavorare la lamiera nel modo giusto potrebbe rivelarsi più difficile e complicato se non si conoscono le caratteristiche di questo materiale. In questa guida viene spiegato come si lavora la lamiera in modo ottimale; basta munirsi della giusta attrezzatura per lavorare la lamiera e realizzare la lavorazione che va incontro alle proprie esigenze. La lamiera è un materiale fondamentale che si ottiene dalla laminazione di un metallo e può essere impiegata per diverse finalità. Vediamo dunque le cinque caratteristiche della lamiera che devi conoscere per svolgere il lavoro:
- l’acciaio subisce una deflessione;
- la lamiera è solitamente classificata secondo la sua tensione di snervamento in MPa;
- nel lavorare la lamiera è difficile prevedere i risultati;
- la direzione della laminazione conta;
- il taglio al plasma, al laser o l’ossitaglio generano uno shock termico localizzato sui bordi del foglio e sul perimetro dei fori.
L’acciaio subisce una deflessione
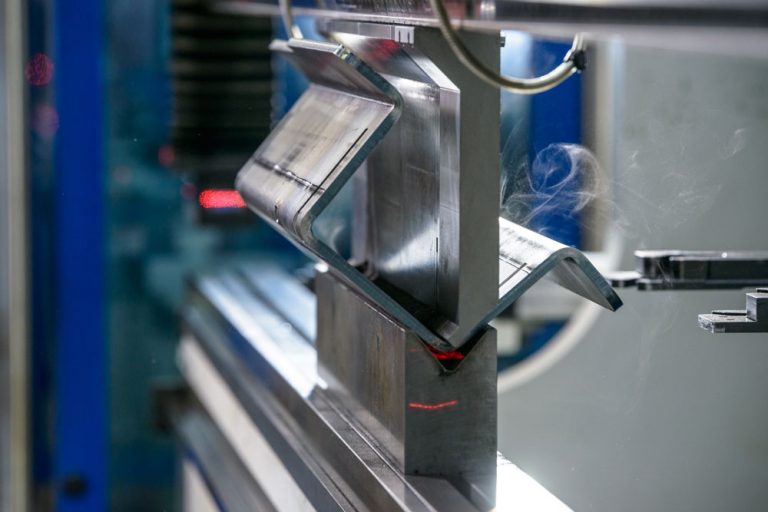
Uno dei fenomeni inevitabili nella lavorazione della lamiera è la deformazione della struttura. Dal momento che pieghiamo l’acciaio con dell’altro acciaio, si avrà una deflessione. In particolare la traversa superiore si incurva nel centro. In quel punto vi sarà una maggiore distanza tra il punzone e la matrice, e l’angolo ottenuto sarà più ampio. Come risultato il profilo sarà più chiuso alle estremità e più largo nel centro.
La piegatura della lamiera può essere un’operazione ricca di insidie poiché una differenza anche minima nella lavorazione può complicare l’intero processo.
Per compensare il fenomeno della deflessione si utilizza la bombatura: il banco viene incurvato verso l’alto per mantenere la matrice a una distanza costante dalla traversa. La bombatura può essere realizzata in due modi: nel primo, si utilizza un sistema di cunei per sollevare meccanicamente la matrice; nel secondo si sfruttano dei cilindri idraulici a corsa corta posti nella traversa inferiore.
La maggior parte dei costruttori di pressopiegatrici si affida a delle tabelle per sapere quanto compensare. Bisogna però tenere presente che il comportamento della lamiera non è prevedibile. La variabilità dipende da una serie di fattori, che è bene conoscere per riuscire a compensarli in maniera ottimale ed evitare di sprecare tempo e materiale in test e campioni.
La lamiera è classificata secondo la tensione di snervamento in MPa
Per classificare la lamiera viene utilizzata la tensione di snervamento in MPa, un valore che può essere molto variabile, in quanto dipende dalle impurità nella colata e dalle imperfezioni nelle tecniche produttive. Per evitare il rischio di costruire strutture fragili, la normativa UNI EN 10027-1 prevede che il valore indicato sia quello minimo. Sotto l’etichetta acciaio S275 può rientrare qualsiasi acciaio con tensione di snervamento non inferiore a 275 MPa (e non superiore a 355 MPa, dove inizia la classe S355). Pertanto un 320 MPa verrà venduto come un S275, nonostante sia il 16% più resistente.
La maggiore resistenza del materiale richiede alla pressa uno sforzo più elevato, che produrrà inevitabilmente una maggiore deformazione della traversa superiore. Passando ad esempio da un acciaio da 275 MPa a uno da 320 MPa si avrà una differenza di 0,05 mm in altezza. Questo valore può sembrare trascurabile, ma il rischio di ottenere un errore di 1° su 90° è piuttosto elevato.
Pertanto, uno spessore inferiore a quello di un foglio di carta provoca già delle differenze molto evidenti. Cave strette come queste sono usate per piegare lamiere sottili in applicazioni che richiedono una qualità molto elevata.
Nel lavorare la lamiera è difficile prevedere i risultati
Una volta modificata la lamiera i dati di targa dell’acciaio perdono completamente di significato. I fori cambiano la resistenza alla deformazione lungo la linea di piega, sia che si realizzi il taglio termico sia che venga asportato il truciolo.
Le punzonature, inoltre, possono provocare delle tensioni interne che rendono ancora più complesso gestire la bombatura, che invece è caratterizzata da una quota fissa di deformazione.
La direzione di laminazione conta
Occorre tenere presente che la direzione di laminazione crea delle fibre nella struttura, perciò piegare una lamiera in parallelo o perpendicolare a questa direzione avrà effetti diversi sia nella forza di piega che nel ritorno elastico.
In una lastra decapata la resistenza è molto più alta rispetto a una che ha subito un invecchiamento o una ossidazione superficiale, anche dopo poche settimane.
Inoltre, la temperatura influisce sulle condizioni di lavorazione, pertanto piegare un acciaio rovente o uno esposto al gelo invernale non è la stessa cosa. I risultati saranno diversi.
Anche le caratteristiche dimensionali dell’acciaio sono estremamente variabili, specie per quanto riguarda lo spessore. A tal proposito, la normativa EN 10051:1991+A1:1997 divide la lamiera in varie classi.
Il taglio al plasma, al laser o l’ossitaglio generano uno shock termico localizzato sui bordi del foglio e sul perimetro dei fori
Nel lavorare la lamiera con il taglio al plasma, al laser o l’ossitaglio si genera uno shock termico che non può essere ignorato. Non è possibile pensare che l’acciaio si comporti come un materiale perfetto e immutabile e il suo comportamento non può essere facilmente previsto. Per questi motivi, una buona pressa piegatrice non può basarsi su alcun tipo di banca dati.
In presenza di una piegatura non ottimale, le saldature sono più difficili e risulta più complesso realizzare la verniciatura e il montaggio, specie in caso di assemblaggi con tolleranze molto strette. Aumentano anche gli sprechi di materiale e le ore di lavoro necessarie.
Nel lavorare la lamiera occorre dunque conoscere a fondo il materiale, essere in grado di reagire e adattarsi ai cambiamenti per garantire un risultato ottimale.
L’unico modo per realizzare una bombatura perfetta è usare una tecnologia che sia in grado di misurare la deformazione effettiva e la corregga in tempo reale. Solo così si può essere certi che, a prescindere dalle caratteristiche variabili del materiale, si potrà ottenere un ottimo risultato. Qualsiasi altra tecnologia peggiorerà la qualità della piega e, di conseguenza, quella dei pezzi finiti.
Come scegliere le macchine per la lavorazione della lamiera adatte
La lavorazione della lamiera è un’operazione piuttosto complessa che necessita di macchine professionali ed efficienti. Ecco perché acquistare la giusta attrezzatura per lavorare la lamiera si rivela fondamentale, anche quando si intende acquistare un macchinario usato. A tale proposito, è possibile puntare sulle aste giudiziarie, che permettono di aggiudicarsi i macchinari più efficienti al prezzo più vantaggioso. I beni in vendita, infatti, provengono da fallimenti e procedure concorsuali, e non sono necessariamente di scarsa qualità, anzi, spesso sono perfettamente funzionanti e quasi nuovi! Inoltre approfittando della comodità delle aste online è possibile aggiudicarsi il macchinario ideale senza allontanarsi dalla propria abitazione, semplicemente presentando un’offerta tramite il sistema telematico. Un bel vantaggio per chi non ha molto tempo libero a disposizione.









